与传统式书架、货架、档案架相比,档案密集架的存储量大,不光如此,档案密集架还具有传统书架、货架、档案架所没有的系统性。优秀的档案柜是采用优质的冷轧钢板模压成型,表面经去油--除锈--表调--磷化-清洗--钝化等十道工序的加工,不光质量有保证,同时也是十分的经久耐用。采用静电喷粉,高温塑化而成,防锈蚀性能也表现的十分卓越,而档案密集架的颜色和尺寸,也还是可以根据不同定做人群的需求来进行不同的选择。要说档案密集架的国家标准尺寸大约就要从以下这几个方面说起:

1、标准
密集架应执行DA/T7-92《直列式档案密集架》、GB/T13668-2003《钢制书柜、资料柜通用技术条件》、GB/T13667.3-2003《手动密集架技术条件》等国家标准,特别是DA/T7-92直列式档案密集架行业标准第五条款手动密集架的规定。
2、结构
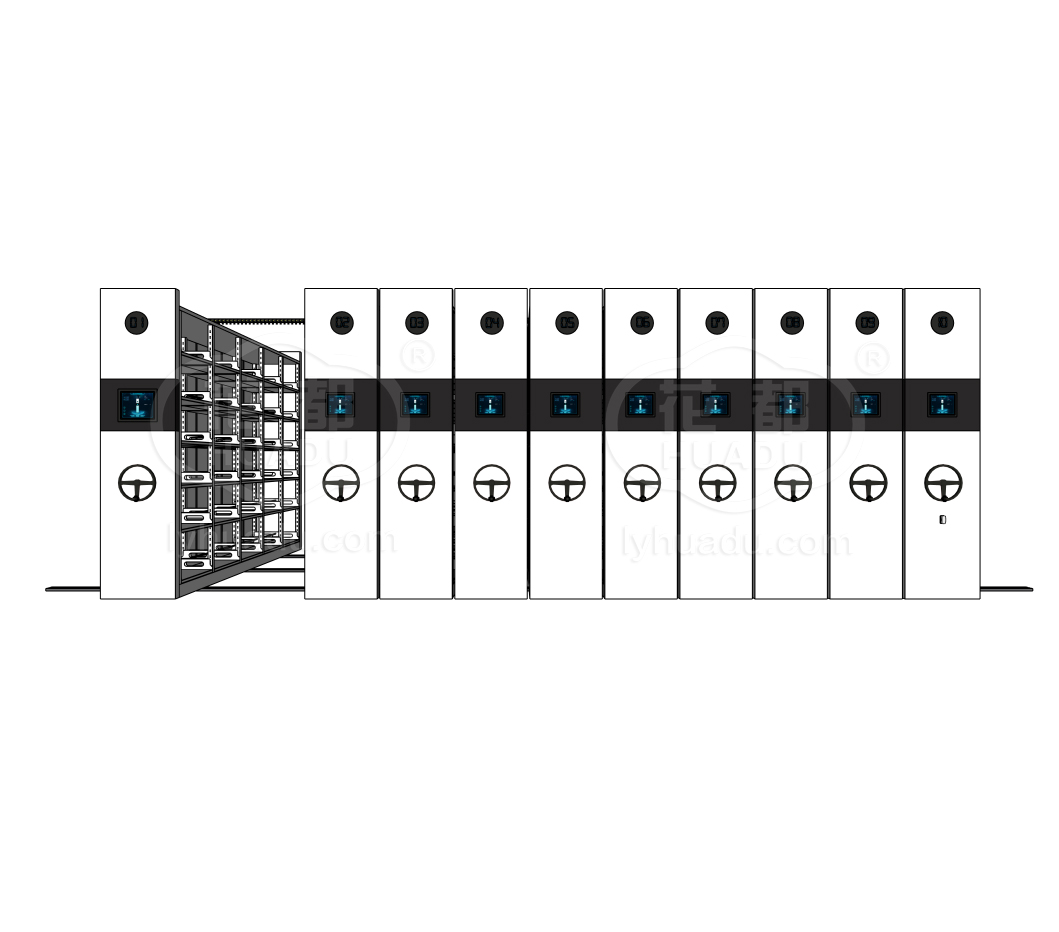
直列式档案密集架均为装配组合式结构,手动密集架配有一套手动运行结构;它们主要由立柱、隔板、挂板、侧面板、底盘等零部件组合而成。搁板、挂板应能沿立柱的垂直方向调整高度,立柱上挂板孔间距为50mm。应按规定铺装轨道,安装传动机构、防倒装置及挡块等。轨道可用膨胀栓或射钉安装,与地面齐平,也可安装在地表面上。应设置防尘装置。可根据需要设置照明灯等。
3、加工制造
所有钣金件、机加件加工后应打磨毛刺,无裂纹及伤痕。所有焊接件应焊接牢固,焊痕光滑、平整。
4、制造公差
每标准节组装后,外廓尺寸(长、宽、高)的极限偏差为上下2mm。轨道安装后,在任意1mm长度内,水平度偏差不大于1mm,全长不大于4mm,轨道之间对应点的水平偏差为1mm,每两条轨道之间的平行度偏差为1.5mm。门缝间隙应均匀一致,间隙应在1—2mm之间。零件的未注公差尺寸的极限偏差按GB1804中的IT13—14。零件在涂覆前,均匀进行清洗、除油、除锈等处理。面板、侧面板等重要零件要进行磷化处理。产品所有标准件及固件均需氧化或锌镀处理。密集架各零件、组合件表面应光滑、平整,不得有尖角、凸起。颜色按订货要求,色泽应一致,漆面应均匀光亮、无划伤。传动机构应该转动灵活、平稳、不得有失灵现象。产品各零件、组合件之间应能保持互换性。漆膜附着力应能达到GBI720中规定的二级指标。
本文源自洛阳花都家具集团网站,未经允许,请勿转载使用,侵权必究。